

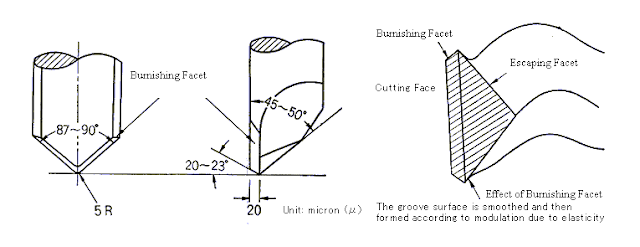
スタイラス面(Cutting Face)とバニシング面(Bunishing Facet)の交点がカッティングエッジであり、マスターレコード(ブランク盤)がカッティング針を通過する際に溝が切られます。このカッティング動作により、溝の壁面にはある程度の粗さが残ります。(これが残っているとノイズ音の原因になります) カッティングエッジに続くバニシングフェイシングは、カットされた溝からわずかにはみ出したような形をしています。このとき、カッティングエッジで形成された溝はバニシング面と擦れ合い、平滑化されます。この摩擦によって発生する熱とスタイラスヒーターの熱での温度が上昇し、塩ビが微量に流れ出し、エッジが研磨されます。カッティングやバニシングの後、溝壁に残った粗さは、再生時にノイズとして聞こえます。
溝のノイズが少ないかどうかは、針先の寸法、温度、ブランク盤の組成の3つの要因に依存します。ノイズと音信号レベルに影響を与える針先の寸法は、バニシング面の幅と角度、刃先の精度、先端半径、背角度です。針先の最適な寸法は、特定のブランク盤の組成に依存します。
バニシングファセット面は、幅と角度の寸法で指定されます。ファセットの寸法を変更すると、多くの記録品質基準が相反する方向に変化します(トレードオフの関係)。これは、ファセットの寸法と、それが影響する3つの記録品質、すなわちノイズレベル、高域性能、針の寿命との間にある複雑な関係になります。
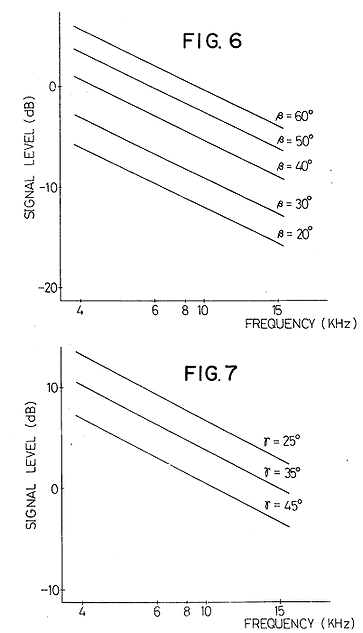
ファセット幅と角度を大きくするとバニシング作用が大きくなり、ノイズレベルが下がります。ファセット幅を変更すると、グルーブノイズに6dB以上の影響を与えることができます。しかし、ファセット寸法が大きいと、高音域の性能は低下します。
ファセット幅を小さくしたり、ファセット角度を大きくしたりすると、高周波性能が向上します。ファセット寸法は、カッターヘッドへの負荷と波形の歪みという2つの高周波要因に影響します。ファセット幅が大きくなると、針先と溝の壁面の干渉が大きくなり、カッターの負荷が増加するため、出力が低下します。ファセット幅が大きくなり、高周波領域やディスク内径の変調波長寸法に近づくと、溝壁が歪みます。したがって、低ノイズで良好な高周波性能を得るためには、最適な幅と角度が存在します。
また、ファセット角度を大きくすることは、切削角度を大きくすることを意味します。ファセット角を大きくすると、バニシング作用が向上し、騒音が減少するが、切れ刃が鋭利でなくなり、騒音が増加する。したがって、騒音が最小になる最適なファセット角が存在します。
ファセット角とファセット幅を小さくすると、切れ刃の摩耗が速くなります。切れ刃が摩耗すると、騒音が大きくなります。スタイラスの摩耗を考慮すると、1時間の録音で1マイル(1.6km)近い長さの溝が作られることになります。このように、最適な刃先の寸法を決定するためには、磨耗を考慮することが重要になります。
精密な録音測定と、多くのブランドの録音機器やマスターレコードを使用したスタジオや処理の経験から、標準的な汎用ファセット寸法は、幅4.2ミクロン(0.000165インチ)、角度22.5度となっています。録音品質はファセット寸法によって変化するため、安定した録音性能を確保するために、製造公差は+0.2ミクロンとなっています。
針先は、フロントフェイスとバニシングファセットが交わることで形成されます。この面の仕上がりが、刃先の精度を決定します。研磨が細かいほど切れ味は良くなります。この面は、0.05ミクロン以下の仕上げを要求されます。さらに、ストリークのない滑らかな溝を作るために、刃先は完璧でなければなりません。
スタイラス先端の半径により、2 つの溝壁が交差する部分の溝底が滑らかに定義されます。これにより、加工中に金属とプラスチックの部品をきれいに分離することができます。底面の半径を滑らかにするために、スタイラス先端のバニシングファセットが片側から反対側まで続いています。スタイラス先端の半径は3.0ミクロンで、再生針と溝底の間のクリアランスを維持します。
バックアングルは、スロープオーバーロードと呼ばれる干渉により、録音レベルに制限を課しています。変調された溝の傾斜が記録用スタイラスの後面の傾斜を超えると、オーバーロードが発生し、必ず歪みが生じます。
(参考 Micro Point Blog https://micro-point.com/blogs/cutting-playback-styli/micro-point-cutting-the-groove)







0 コメント